Aluminium Collapsible Tube Line

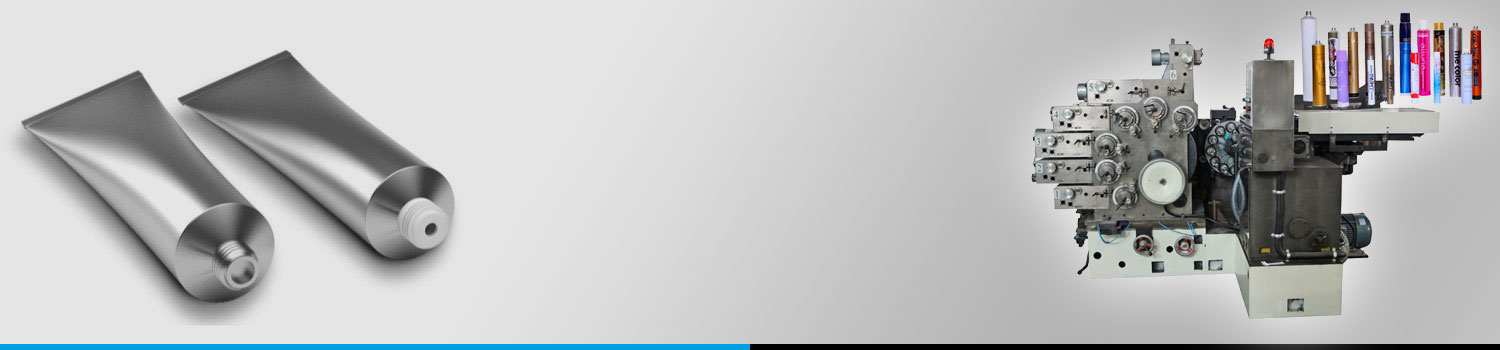
Impact Extrusion Press
The Impact Extrusion Press is used to extrude aluminium collapsible tube drawn from slug after lubrication in single stroke. This machine built for continuous operation over long periods with an absolute minimum of attention and down time. Our Horizontal Extrusion Presses have a carefully designed main frame built for stronger than normal usage demands. The rigid construction reduces deflection to an absolute minimum and even at the higher speed these Presses are stable in operation.
The toggle linkage mechanism gives the rapid approach and steady controlled working stroke demanded by the extrusion process. The cast steel links of the Toggle mechanism incorporate precision machine, knuckles, bearing on to the high quality Phosphorous Bronze seating designed to operate at comparatively low bearing pressures, thus eliminating load and wear on the Connecting Pins.
The system can also be interlocked with the Press control to stop the Press. The Oil pressure deviate from the correct operation range the signal light shows. A mechanical rotary Bowl Feeder selects slugs for delivery to the Press feed Chute. The feeder has an independent motor with a Reduction Gear Box, which is quiet in operation, does not induce Lubrication particles into the atmosphere and can deliver the slugs at a higher rate. The slugs are moved from the feed chute and positioned in the gripper finger over the die by a pusher, spring loaded to prevent incoming slugs being driven into the side of jammed tubes, with a result of damage to the feed.
As dual Electro-Mechanical probe system detects Extrusion which is not correctly ejected from the die and will stop the Press instantly. The feed mechanism is mounted on a hinged plate which can be pivoted clear of the tool area to facilitate die changing and feed setting. Adopting the feed mechanism to accept a different type of size of slugs is a simple procedure using the feed change parts, which are available. These can be fitted quickly ensuring a minimum of waste production time.
The Press frame, behind the die seating, is designed to accept any of the various types of ejectors or compensators necessary for a particular type of extrusion.
A vent is provided in the Press Slide and is fitted with a Pneumatic system to allow pressurized air through the Punch to prevent Collapse caused by the vacuum when stripping thin walled or closed end tubes. The drive shaft of the Press run on Anti-friction Bearings and a Pneumatic Clutch and Break which is fitted on the outer side of the flywheel for any type of maintenance work you should not remove the Clutch and Brake is combined. The drive shaft runs the Crank Shaft which is fitted with a Double Helical Gears.
An emergency stop to prevent damage to the Press and ensure operator safety the Press is stopped Automatically if the Clutch air pressure is low, an extrusion does not eject from the die pressure system for the shoulder thickness is mounted on the backside which is adjustable rotate the hand wheel. Then rotate the hand wheel on the top side for fine adjustment of the shoulder thickness and then lock the back side wheel.
| Sr. Nos. | Technical Data | |||
|---|---|---|---|---|
| 1 | Pressure Tones Capacity | 40Tonnes | 75Tonnes | 200Tonnes |
| 2 | Production Speed Per Minute | 60 | 60 | 60 |
| 3 | Stroke Length | 5″ | 9″ | 12″ |
| 4 | Motor Range in H.P | 5HP | 7.5HP | 15HP |
| 5 | Min. to Max. Dia. of Tube | 12mm to 35mm | 12mm to 22mm | 19mm to 35mm |
| 6 | Max. Length of Tube | 100mm | 125mm | 200mm |
| 7 | Machine Width Approx. | 600mm | 1700mm | 1900mm |
| 8 | Machine Height Approx. | 1000mm | 1400mm | 1600mm |
| 9 | Machine Length Approx. | 1500mm | 2000mm | 4000mm |
| 10 | Approx. Weight in Kgs | 2400Kgs | 4200Kgs | 6500Kgs |
Manual Extrusion Press Machine has normal bowl feeder & auto lubrication system without output conveyor. Tube or slug jam stops the press operation.
Automatic Extrusion Press Machine is equipped with vibratory bowl feeder & elevator, if required. No slug or empty hopper conveyor than stop press operation. Filter & lubrication system with collection tank. Press stop at back stroke position only, production counter. If required trimmer & press speed synchronization and operation controls from both side (press operator side & trimmer side), output conveyor, variable frequency drive & PLC control systems. Press integration can be included as per customer demand.
(1) Close end Attachment (2) Holder Attachment (3) Die Body